
2014年8月14日 星期四
2014年8月8日 星期五
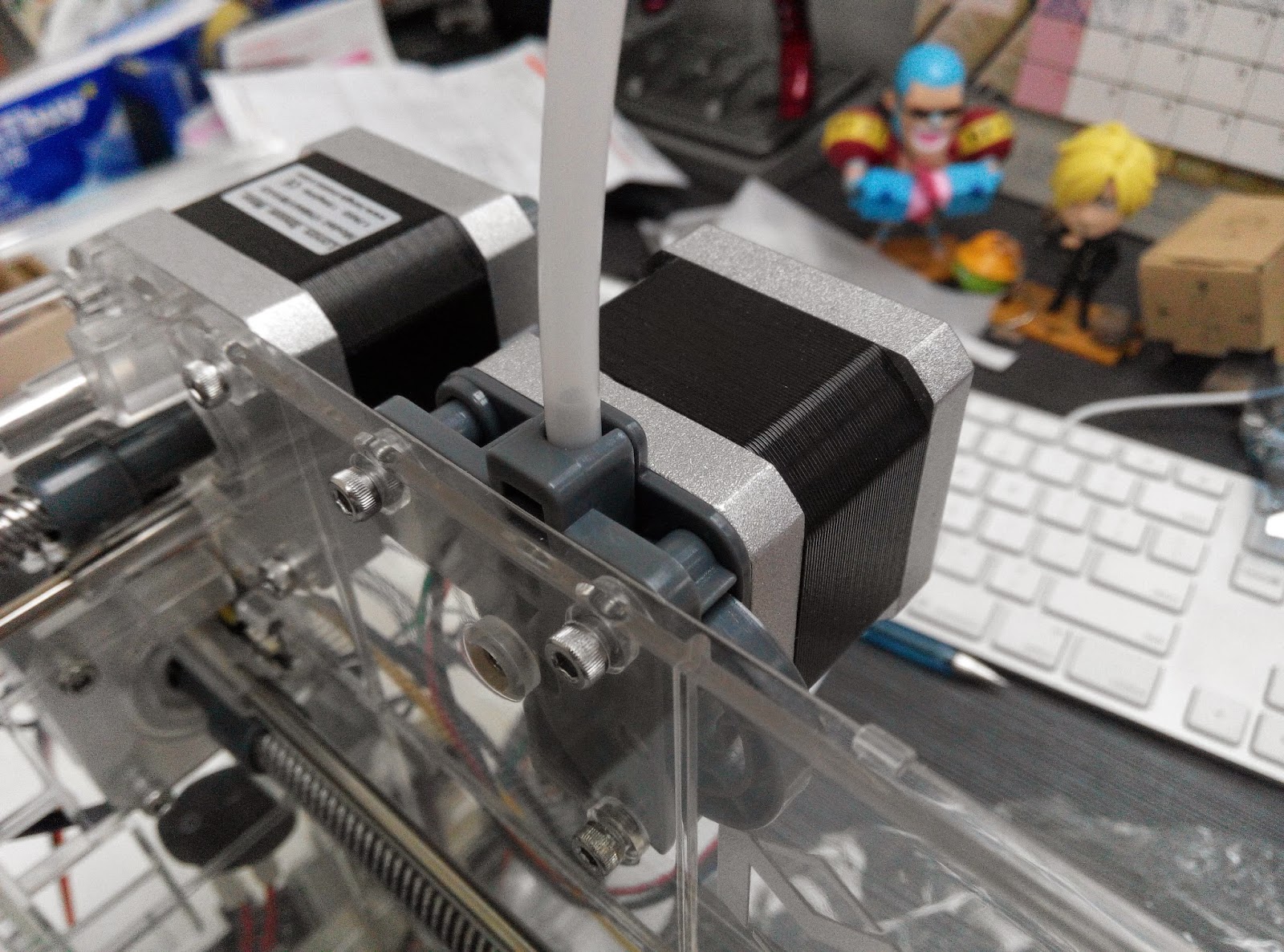
makibox 簡單加風扇方法
首先小弟沒有甚麼電子知識,只能當參考,閣下如要試要自負風險!
第一步買錯了的是 1.5寸的風扇 12V -.-',因為太大不能放到熱管那裏只好放遠點吹,但也OK

風扇只要用正負線的就可以,線要加長(很容易拉斷)

先準備好接電源的功夫!

為了放便決定在HOTEND 偷D電用下,正線 去12V (1號位)、負線走6號位…其實是撞下咋 -.-'

之後在管上加多點傳熱體同增加表面積、幫助散熱,結果負負碌碌 比我搞好了…… -_,-'

2014年8月7日 星期四
講呢D - 咪玩啦!

香檳給很多人的印象都是高興,慶祝才會 「POP」聲開了增加氣氛…………其實這是個人的自由開心就好了。但是這真的是香檳的正確開法嗎?
如果你是為了灑香檳或想用酒塞將天花的射燈打破,可能是一個相當好的方法,最後可能沒有多少的喝了,這種不是飲香檳而是浪費啊。

其實正確會開香檳的人通常會有技巧的掌控香檳酒瓶,首先要拉開頂部的包裝紙,手要緊緊按住鐵蓋及酒塞,之後才慢慢扭開包著鐵蓋的鐵線,期間一直都不要放開緊按的鐵蓋及酒塞,為免酒塞突然飛彈出來的意外。之後轉動瓶子,不要轉動木塞,差不多要開時慢慢令木塞前段稍微傾斜,使酒內的二氧化碳放出,這樣只會微弱的聲響、甚至一點聲音都沒有打開瓶塞了。
對於開瓶技巧有以下的詳細說明:
1. 徹底冷藏,可以減少氣泡的產生;
2. 香檳最佳飲用温度為4℃-8℃。;
3. 用毛巾擦乾瓶身表面的凝結水珠容易拿好瓶身;
4. 會留意打開時會有空氣跑出製造聲響,亦有可能有些冒煙;
5. 到開瓶之前,一定要用手壓緊酒塞及免瓶口朝向任何人或其他易碎品,造成意外。
如你真的會喝香檳就會知道「多了聲音、少了滋味!」,輕輕開會產生更多的氣泡,而且會更加好喝,這是常識吧!
2014年8月6日 星期三
Makibox A6 LT 的三星期 TURN 機之旅 1
原因你一定不會成功,它平的理由之一是 你要做埋 QC個份工…
你要在 YOUTUBE 找它的TURN 機教學一步步咁 TURN 好部機先,
以下是小弟多次失敗後的經驗總結:
1) 鏍絲不要太緊,啱啱好就得
2) X Y 軸 試行到,不要搖晃(這個得重要)
3)印床要好好調較,要平均,熱頭同印床的距離要啱啱比到一張咭片厚度過,好以有少少拉到的感覺(太近會塞頭,太遠印唔到)看番官方教學
之後要落多D 雪油(五金店有賣)係 X Y Z 的鏍絲 軸 ,印頭的軸等(小心不要令印頭碰到雪油)
完成以上的基本野你就可以試印,看看熱頭有沒有印得不平均,出膠有沒有問題。
基本會遇到的問題:
出唔到膠 ﹣ 開了機 PRINT 出膠STEPPER 係咁轉但出唔到膠,
看看STEPPER 有沒有粉跌出,有就是膠修頂著出不了膠磨去了膠修
有三種可能:
1)熱頭唔夠熱,MAKIBOX 的PLA 熱度我通常是 194度既(不要用手試,燙手很傻的)
2)熱頭之上的鐵管過熱,令到膠未到熱頭就漲滿整條鐵管,做成塞管。(解決方法是加風扇,在下一篇將會出教學)
3) 膠條的頭,卡在候管的接位裏(解決方法是斜剪膠條的頭)
另外印件是否成功,其中重要的部份在SLIC3R的G﹣CODE 有關,記得用官方的 SETTING
(千其唔好用內置SETTING)
以下是我改了少少的SETTING,比大家參考:
# generated by Makible Ltd. A6 LT (只是PLA ONLY)
avoid_crossing_perimeters = 0
bed_size = 110,150
bed_temperature = 0
bottom_solid_layers = 4
bridge_acceleration = 0
bridge_fan_speed = 0
bridge_flow_ratio = 1
bridge_speed = 50
brim_width = 0
complete_objects = 0
cooling = 1
default_acceleration = 0
disable_fan_first_layers = 1
duplicate = 1
duplicate_distance = 6
duplicate_grid = 1,1
end_gcode = M104 S0 ; turn off hot end\nM140 S0 ; turn off hot bed\nG92 E0 ; set E value to 0 at current position\nG1 F1000 X0 Y0 E-15 ; 1000mm/min speed of print head, 15mm filament to retract\nG92 E0 ; set E value to 0 at current position\nM84 ; disable motors
external_perimeter_speed = 35
external_perimeters_first = 0
extra_perimeters = 1
extruder_clearance_height = 20
extruder_clearance_radius = 20
extruder_offset = 0x0
extrusion_axis = E
extrusion_multiplier = 1
extrusion_width = 0
fan_always_on = 0
fan_below_layer_time = 60
filament_diameter = 1.75
fill_angle = 45
fill_density = 0.3
fill_pattern = rectilinear
first_layer_bed_temperature = 0
first_layer_extrusion_width = 200%
first_layer_height = 150%
first_layer_speed = 20
first_layer_temperature = 193
g0 = 0
gap_fill_speed = 25
gcode_arcs = 0
gcode_comments = 0
gcode_flavor = reprap
infill_acceleration = 0
infill_every_layers = 1
infill_extruder = 1
infill_extrusion_width = 0
infill_first = 0
infill_only_where_needed = 0
infill_speed = 45
layer_gcode =
layer_height = .2
max_fan_speed = 100
min_fan_speed = 35
min_print_speed = 10
min_skirt_length = 15
notes =
nozzle_diameter = 0.4
only_retract_when_crossing_perimeters = 1
output_filename_format = [input_filename_base].gcode
perimeter_acceleration = 0
perimeter_extruder = 1
perimeter_extrusion_width = 0
perimeter_speed = 35
perimeters = 2
post_process =
print_center = 55,75
raft_layers = 0
randomize_start = 0
resolution = 0
retract_before_travel = 2
retract_layer_change = 1
retract_length = 4
retract_length_toolchange = 10
retract_lift = 0
retract_restart_extra = 0
retract_restart_extra_toolchange = 0
retract_speed = 70
rotate = 0
scale = 1
skirt_distance = 4
skirt_height = 1
skirts = 2
slowdown_below_layer_time = 30
small_perimeter_speed = 30
solid_fill_pattern = rectilinear
solid_infill_below_area = 70
solid_infill_every_layers = 0
solid_infill_extrusion_width = 0
solid_infill_speed = 45
spiral_vase = 0
start_gcode = G28 ; home all axes\nM109 S[first_layer_temperature] ; heat up hot end to set temperature\nM82 ; use absolute distances for extrusion\nG90 ; use absolute coordinates\nG92 E0 ; set E value to 0 at current position\nG1 F500 E35 ; 500mm/min speed of print head, 35mm filament to extrude\nG92 E0 ; set E value to 0 at current position
support_material = 0
support_material_angle = 0
support_material_enforce_layers = 0
support_material_extruder = 1
support_material_extrusion_width = 0.65
support_material_interface_layers = 0.65
support_material_interface_spacing = 0
support_material_pattern = rectilinear
support_material_spacing = 2.5
support_material_speed = 45
support_material_threshold = 0
temperature = 194
threads = 2
toolchange_gcode =
top_infill_extrusion_width = 0
top_solid_infill_speed = 35
top_solid_layers = 5
travel_speed = 55
use_relative_e_distances = 0
vibration_limit = 0
wipe = 0
z_offset = 0

同部機搏鬥了三個星期終於可以 PRINT 到少少似樣既野…
(待續)
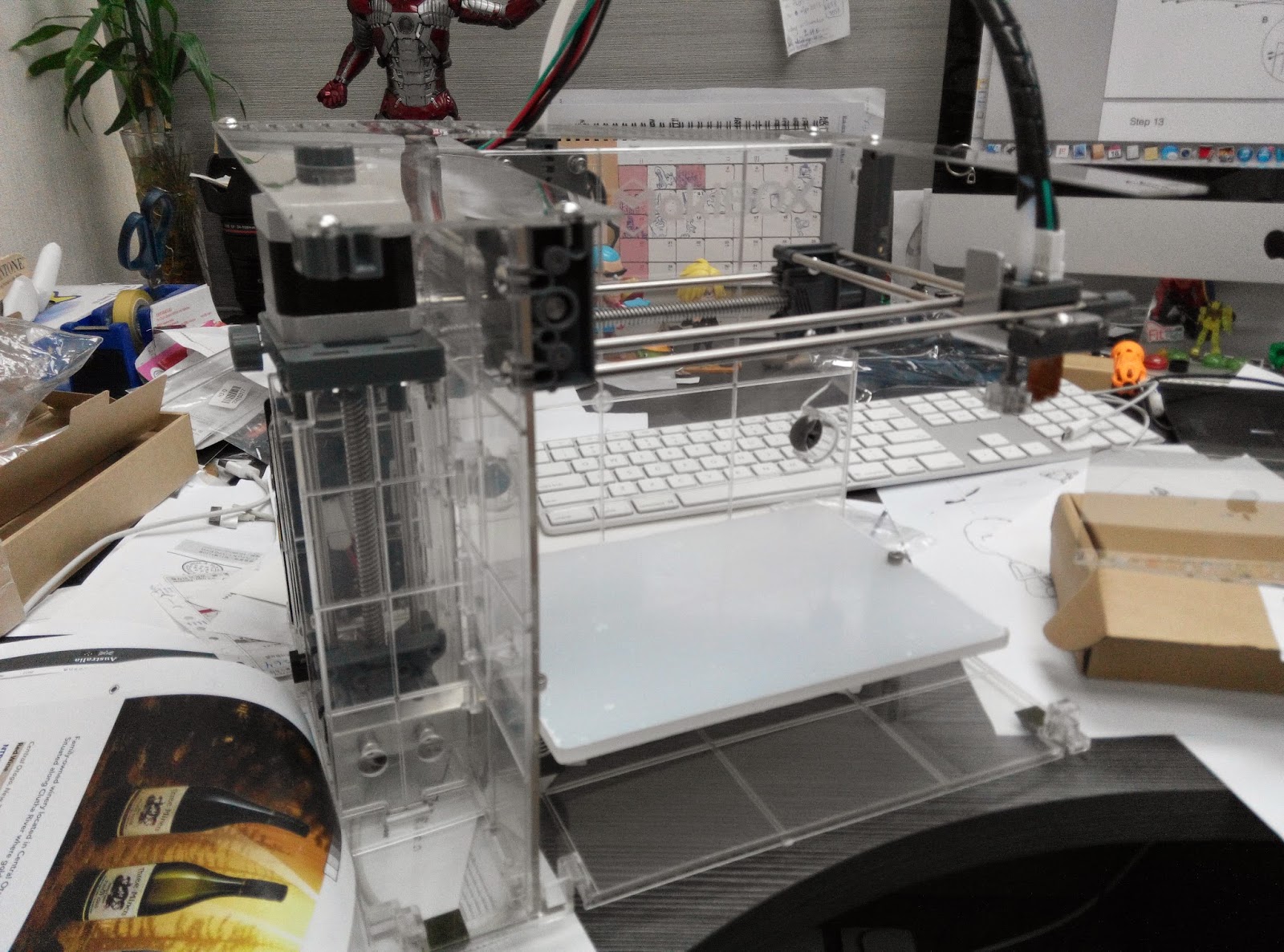
起始點 Makibox 3D Printer
用了2000元 訂了香港本土出產的Makibox 6A LT,等了又等不知何年何月都未有貨,期間該公司又出現問題,在網上很多不利消息,心想我對一部的3D PRINTER 可能凍過水了。
發了很多EMAIL 問,終於在 7 月中得到部機,很開心,立即把它組裝,以下就是一這記錄:








發了很多EMAIL 問,終於在 7 月中得到部機,很開心,立即把它組裝,以下就是一這記錄:
包裝非常之靚仔,每種配件都分得好好。
安裝的說明書要在 MAKIBOX 的網頁DOWNLOAD,基本上組裝都能夠明白,跟住包裝一步步咁裝都無咩大問題。
至於部LT 的接合位實在太過精準,根本沒有一毫米的空間,型成裝不到的情況,最後要用刀片刮去一點點接位,才可以組合到,不會變型……
電線太粗也是一個很大的問題,很容易頂起接位令到組合很困難
成本的關係,基本上整個機體很化學
送膠條的stepper 很容易都磨去 膠條,做成送唔到膠條,之後要去淘寶換個鐵輪好過。
整過組裝只要 4小時就可以完成,但建議不要裝上蓋,因為送膠的STEPPER 經常有問題 方便時常拆開…還有記得要買定雪油做潤滑劑,呢部機膠磨鐵好 ON 9
(下一篇就是關於 TURN機)


2014年2月12日 星期三
善哉!rating 上落如浮雲
剛新手玩軟鏢機的朋友仔,常常RATING好像股市一樣日日睇住佢上上落落:今天跌左啦……琴日我上到5啦……咁!
小弟亦是其中一員,但之後想了又想,RATING 重要定係你真的掟好手鏢重要呢?
你掟得準,保持到水準,自自然然你既RATING 就會升, 咁放多啲心機改善自己出手係咪會更有幫助……
小弟亦是其中一員,但之後想了又想,RATING 重要定係你真的掟好手鏢重要呢?
你掟得準,保持到水準,自自然然你既RATING 就會升, 咁放多啲心機改善自己出手係咪會更有幫助……
訂閱:
文章 (Atom)